日本酒ができるまで
1.洗米・浸漬 Rinsed rice
精米を終わった米は、まだ糠や米粉が付着しているので、洗米機で洗います(洗米)。洗米中に、米は10%~15%の水分を吸収します。
洗った米は、完全な蒸米にしなければなりませんが、ただ蒸せたら良いというものではありません。
おいしいお酒を造るにはこだわりがあります。米の吸水率が26%~30%(各製造工程で吸水率が異なる)になるようにあらかじめ水温や米の品種、米の温度などを把握しておき、浸漬時間を予測し操作します。

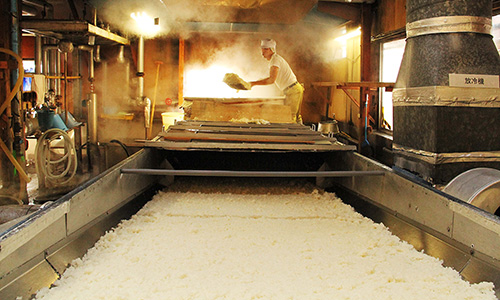
2.蒸 きょう・放冷Cool
50分間蒸します。蒸すことで米のでんぷんをα化(でんぷんの分子間に水分が入り、膨張する)し、麹菌を繁殖しやすくすることは もちろんのこと、軟らか過ぎないよう外硬内軟(蒸しあがった米は外側が硬く、内側が軟らかい)でお酒造りに適した蒸米に仕上げます。


3.製麹 Malt
麹室内で蒸米に種麹菌(もやし)を散布し麹菌を繁殖させます。散布後室温を調整しながら24時間前後経過すると、繁殖を始めた麹菌はすりガラスのような白さに。これを「ぶんじ」という道具でくずしてかたまりをほぐします。(切り返し)
ほぐした蒸米は隣接した製麹室に移動します(



4.醪 Moromi
一度に大量に仕込むと、酵母の増殖が追いつかず、雑菌のほうが優勢になり清酒固有の風味が損なわれる危険があります。発酵の具合を見ながら初添、仲添、留添という三段階に分けて仕込みます。これを「三段仕込み」と言います。
麹は酵素を生産し、米のでんぷんを分解してぶどう糖を生成します(糖化)。
またそれと平行して、酵母菌の働きによってぶどう糖がアルコールに変化します。
この発酵の仕方(並行複発酵)は、日本酒独特のものです。
純米酒は

5.上槽 ・滓引 き・濾過・火入れFiltration
p>もろみの発酵が進み、アルコール度数が20%近くになると、発酵は終了です。発酵が終了したもろみは圧搾機で搾られ、清酒と酒粕に分けられます(上槽)。
上槽したままでは、まだ混濁物(
その後できた酒を加熱し、酒中にのこっている酵素を失活させます(火入れ)。


6.熟成・貯酒Brewed
p>お酒は、保存場所などによりタンクごとに風味が異なってきます。全ての酒を同じ味にするため、複数のタンクの酒を混ぜて調合します。安定した品質の清酒を供給するための、きわめて重要な作業です。
調合を終えた酒を濾過し、アルコール度数を調整するために水を加えます(割水)。
さらに、アルコール分、日本酒度、酸度、アミノ酸度などを測定し、商品の規格成分を確認します。

7.詰・準備Preparation
お酒は、保存場所などによりタンクごとに風味が異なってきます。全ての酒を同じ味にするため、複数のタンクの酒を混ぜて調合します。安定した品質の清酒を供給するための、きわめて重要な作業です。
調合を終えた酒を濾過し、アルコール度数を調整するために水を加えます(割水)。
さらに、アルコール分、日本酒度、酸度、アミノ酸度などを測定し、商品の規格成分を確認します。


8.瓶詰・出荷Bottled & Labeling
ビン詰めされた清酒にラベルが貼られ、再び成分分析や官能検査など厳しくチェックされた後、皆様のお手元に届きます。


最近のコメント